冷彎型鋼機械及其熱添加部件的注意事項_冷彎型鋼機械在槽設備加工中的作用
冷彎型鋼機械的上,下輥或水平輪應通過有效的管束加以保護,否則在使用過程中可能容易出現問題。例如,滑軌將具有模糊或變形的軌跡,并且也將受到不均勻的應力,這將縮短其使用壽命。
在冷彎型鋼機械的軋制過程中,必須考慮軋制穩定性。如果材料在滾道中左右偏轉,則我們必須采取相應的措施。例如,在組裝期間,輥之間的間隙可以保持一致。并且在物料咬入之前,可以設置導向斜面以避免此問題。
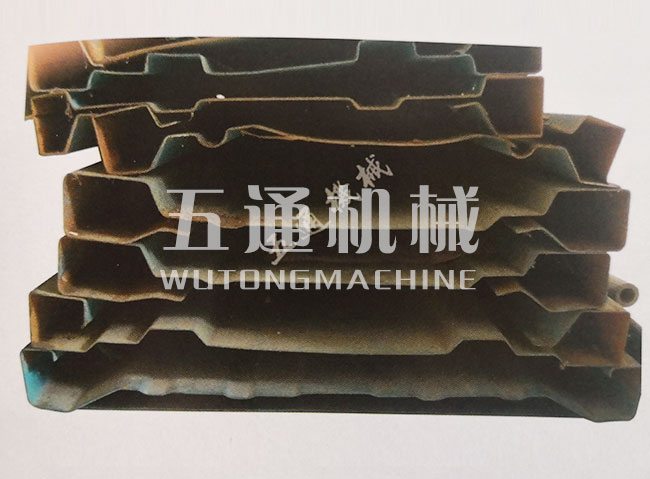
在生產過程中,如果出現彎曲和扭曲,主要原因是力不平衡,因此必須在設計中平衡力,以便可以對其進行精確加工。冷彎型鋼機械的熱添加部分包括三角形切割機,染色機,裝載機,加熱爐底部的換向裝置,拉管機,冷卻臺等。
冷加部分包括矯直機,切割機,液壓機,液壓試驗臺,剪線鉗裝載機和拉管機。 它是焊管機械設備中的主要設備。裝料機位于焊接爐的入口端,可以以50米/分鐘的速度沿著爐的前軌道來回移動,管坯有節奏地送到爐底進行加熱。
在將管坯送入加熱爐之前,必須將其切成梯形,以便輕松進入碗中。拉管機位于加熱爐的出口端,也可以沿爐端的軌道以30米/分鐘的速度來回移動,該速度與裝載機的位置對稱。裝載機和拔管器均配有控制臺,來回運動由專人控制。 從控制表可以清楚地看到爐子的內部。
剛被拉管機焊接的鋼管仍處于約1300攝氏度。 它被發送到 1號路穿過 1個冷卻平臺,速度為2-10米/分鐘。 編號 1條道路將討論約2米/秒。將速度送入上漿機,并將溫度冷卻到800-1000攝氏度之間。
根據所需的長度,削減了自動生產設備,對操作人員的要求相對簡單,只能由一個人完成。該設備不僅高度自動化,而且便于管理和維護。主要提高生產效率,降低企業的生產經營成本。
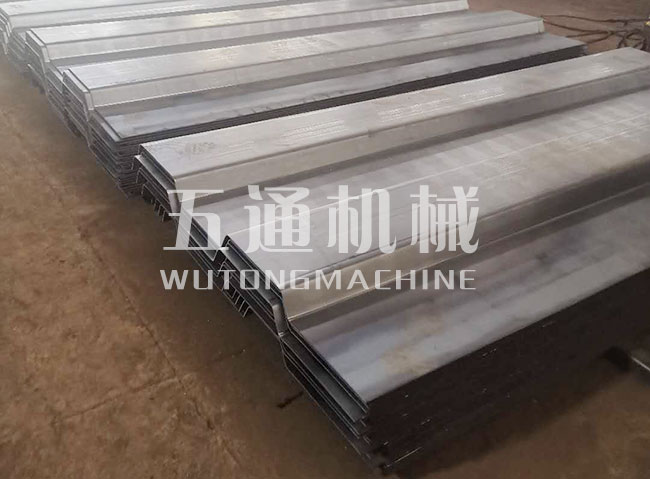
這類冷彎型鋼機采用拱形結構,強度高,變速箱傳動,運行穩定; 輥模設計科學合理,對原料內部結構的破壞小,工藝可靠,沖孔精度高,長度可根據需要剪裁壓制速度約10米 每分鐘,輸出非常高。
隨著現代工業的發展,對槽式冷彎成型線數量的需求也在增加。 槽式冷彎成型線加工設備解決了許多傳統工藝,成本高的問題,實現了生產線模型的批量生產。僅需1個人即可完成從原材料到成品的加工。
冷彎型鋼機械的主要部分是輥子。 為了延長其壽命,需要每次通過的平均力原理。 輥的平均力平衡,磨損平衡; 該材料用于發揮其耐磨性,但比強度和硬度是矛盾的。在熱處理中,應使用C12MoV的紅色硬度。 淬火后,只能通過兩到三個回火來達到硬度。